
Beim Schneiden von Gewinden ist die Wahl des richtigen Werkzeugs entscheidend für das Endergebnis. Gewindebohrernuten sind das Herzstück eines jeden Gewindebohrers, ihre Form und Anzahl sind wesentlich für die Materialabtragung und die Qualität des geschnittenen Gewindes. Anders als bei Handgewindebohrer-Sätzen, die generell gerade genutet sind, bieten Maschinengewindebohrer eine Vielfalt an Nutenprofilen.

Gerade Nuten für Standardsituationen
Die am häufigsten verwendeten Gewindebohrer sind die mit geraden Nuten. Sie sind universell einsetzbar und eignen sich besonders für kurzspanende Materialien wie Stahl und Gusseisen. Diese Gewindebohrer sind für Durchgangs- und Sacklöcher geeignet, doch bei tieferen Gewinden stoßen sie an ihre Grenzen, da die Spanabfuhr eingeschränkt ist.
Geradegenutete Gewindebohrer:

- Eignen sich für Durchgangs- und Sacklöcher
- Sind nicht für tiefe Gewinde geeignet
- Können die Form A, C, D und E haben
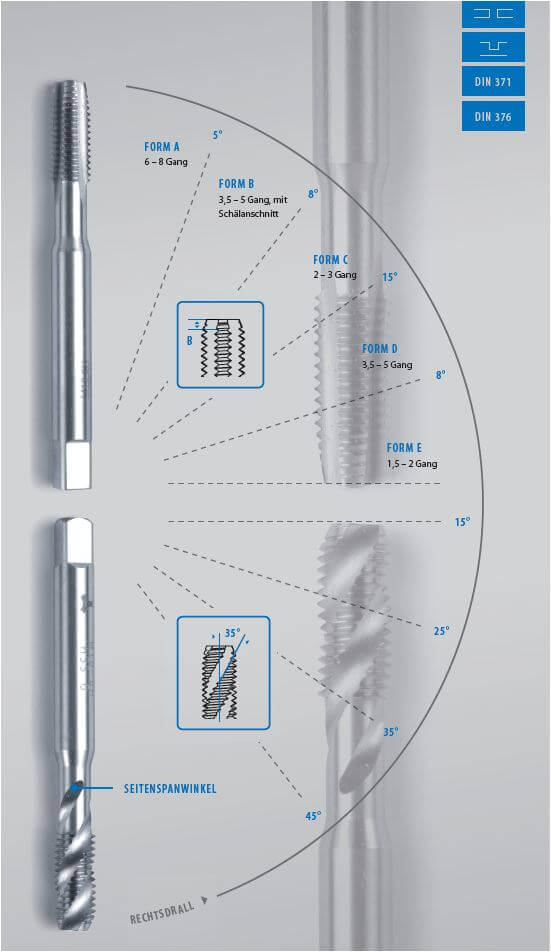
Form A (6 – 8 Gang)
Form C (2 – 3 Gang)
Form D (3,5 – 5 Gang)
Form E (1,5 – 2 Gang)
Gerade genutete Gewindebohrer mit Schälanschnitt
Für reibungsloses Arbeiten in Durchgangslöchern eignen sich Gewindebohrer mit gerader Nut und Schälanschnitt. Ihre flachen Nuten bieten Stabilität und ermöglichen eine effiziente Kühlschmierung der Schneidkanten.
Gerade genutete Gewindebohrer mit Schälanschnitt:
- Eignen sich nur für Durchgangslöcher
- Haben die Form B (3,5 – 5 Gang)


Linksspiralnuten beim Gewindebohrer:
Bei Durchgangslöchern sind Gewindebohrer mit linksgedrallten Spiralnuten optimal, da sie die Späne effektiv in Schneidrichtung abführen.
- Eignen sich für Durchgangslöcher
- Haben die Form C oder D
Form C (2 – 3 Gang)
Form D (3,5 – 5 Gang) - 8 – 15 Grad Spiralnuten
Rechtsspiralnuten beim Gewindebohrer:
Rechtsgedrallte Spiralnuten sind ideal für Sacklochbohrungen, da sie die Späne nach oben aus dem Bohrloch transportieren und somit die Bildung von Spannestern verhindern.
- Eignen sich für Sacklöcher
- Haben die Form C oder E
Form C (2 – 3 Gang)
Form E (1,5 – 2 Gang) - Erhältlich in 15, 25, 35 und 45 Grad Spiralnuten
Die richtige Nutenwahl für jede Anwendung
Die Anzahl der Nuten ist nicht genormt und wird basierend auf umfangreichen Erfahrungswerten festgelegt. Für klebrige Materialien wie Aluminium sind beispielsweise Gewindebohrer mit zwei Nuten optimal, um das Material nicht aufzuschmieren. Bei größeren Durchmessern kann auf drei Nuten umgestellt werden, um die Zerspanung zu verbessern.
Stegbreite und Hinterschliff – Entscheidend für die Standzeit
Die Stegbreite beeinflusst die Stabilität des Gewindebohrers. Ein schmaler Steg kann brechen, während ein breiterer Steg mehr Drehmoment aufbaut. Der Hinterschliff hingegen verhindert das Verklemmen in zähem Material, kann jedoch die Standzeit des Werkzeugs beeinflussen. Ein hoher Spanwinkel sorgt für lange Späne, ein niedriger hingegen für das Brechen des Spans. Dies alles muss in Bezug auf die Anwendung und Werkzeuggeometrie sorgfältig abgewogen werden.
Spankontrolle und Prozesssicherheit
Die Spankontrolle ist entscheidend, um Schäden am Gewinde zu vermeiden und die Lebensdauer des Gewindebohrers zu erhöhen. Gerade Nuten in Sacklöchern sollten nicht länger als der Gewindeteil sein, um Zusammenstöße zu verhindern. Zudem ist es wichtig, dass der Anschnitt des Gewindebohrers immer frei gefahren wird, um ein präzises Gewinde sicherzustellen.

Die Besten Maschinengewindebohrer finden Sie in unserem Shop:
- Übersicht: Handgewindebohrer, Einschnittsgewindebohrer und Maschinengewindebohrer
- Maschinengewindebohrer
- Maschinengewindebohrer Silverline
- Farbige Maschinengewindebohrer
Das könnte ebenso interessant für Sie sein:
- Oberflächenbeschichtung bei Maschinengewindebohrern und Spiralbohrern
- Farbring Maschinengewindebohrer (DIN 371 / 376)
- Werkzeugbruch mit Maschinengewindebohrern vermeiden
- Verlängerungen für Maschinengewindebohrer
- Was ist ein Kombi-Maschinengewindebohrer?
- 5 Merkmale für ein gutes Gewindeschneider-Set
Hat Ihnen der Artikel gefallen? Haben Sie Fragen oder Feedback? Schreiben Sie uns.[/vc_column_text][/vc_column][/vc_row]
